

Takeaway: ပိုးထည်စခရင် အလှကုန်ထုပ်ပိုးပစ္စည်းများထုတ်လုပ်ရာတွင် အလွန်အသုံးများသော ဂရပ်ဖစ်ပုံနှိပ်ခြင်းလုပ်ငန်းစဉ်တွင် ပုံနှိပ်မင်ပေါင်းစပ်ခြင်းအားဖြင့် မျက်နှာပြင်ပုံနှိပ်ခြင်းစခရင်၊ ဖန်သားပြင်ပုံနှိပ်ခြင်းဆိုင်ရာပစ္စည်းများ၊ မှင်ကို ဂရပ်ဖစ်ကွက်ကွက်မှ substrate သို့ လွှဲပြောင်းပေးခြင်း၊ လုပ်ငန်းစဉ်တွင်၊ စခရင်ပုံနှိပ်ခြင်းအရောင်ပြောင်းလဲမှုသည် အချို့သောအချက်များကြောင့် လွှမ်းမိုးလိမ့်မည်၊ ဤစာတမ်းသည် ပုံနှိပ်အရောင်ပြောင်းလဲမှုအပေါ် သက်ရောက်မှုရှိသော အချက်များစွာကို မျှဝေသည်၊ သူငယ်ချင်းများအတွက် ရည်ညွှန်းသည့် အကြောင်းအရာ-
ပိုးScreenPညှင်း

ဖန်သားပြင်ပုံနှိပ်ခြင်းလုပ်ငန်းစဉ်သည် မျက်နှာပြင်ပေါ်တွင် စိမ့်ဝင်ပြီးနောက် စခရင်မျက်နှာပြင်၏ အစိတ်အပိုင်းမှတဆင့် မှင်များကို ဖြတ်သွားကာ၊ ကျန်စခရင်မျက်နှာပြင်ကို ပိတ်ဆို့ထားကာ မှင်များ မဖြတ်သန်းနိုင်ပါ။ပုံနှိပ်ခြင်းမှင်ကို စခရင်ပေါ်တွင် သွန်းလောင်းခြင်း၊ မှင်၏လုပ်ဆောင်ချက်အောက်တွင် ပြင်ပအင်အားမရှိဘဲ မျက်နှာပြင်မှတဆင့် မျက်နှာပြင်မှတဆင့် စိမ့်ထွက်မည်မဟုတ်ပါ၊ ခြစ်စက်သည် အချို့သောဖိအားနှင့် စောင်းစောင်းဖြင့် ခြစ်သည့်အခါတွင် ၎င်းကို အောက်ပါအလွှာသို့ လွှဲပြောင်းပေးမည်ဖြစ်ပါသည်။ ပုံတူပွားခြင်းအောင်မြင်ရန်စခရင်။
၀၁ မင်Mixing
မင်ထဲရှိ ရောင်ခြယ်ပစ္စည်းကို မှန်ကန်စွာ ဖြန့်ကျက်ထားသည်ဟု ယူဆပါက၊ အရောင်ပြောင်းရခြင်း၏ ထုံးစံအတိုင်း အကြောင်းအရင်းမှာ သုတ်ရည်ကို ပေါင်းထည့်ခြင်းဖြစ်သည်။ကောင်းစွာထိန်းချုပ်ထားသော အလုပ်ရုံတစ်ခုတွင် အဆင်သင့်ဖြစ်သောအခါ စာနယ်ဇင်းများတွင် မှင်ကို ရရှိသင့်သည်၊ ဆိုလိုသည်မှာ ပရင်တာသည် မှင်မရောနှောသင့်ပါ။ကုမ္ပဏီများစွာတွင် မှင်ကို စာနယ်ဇင်းအတွက် ချိန်ညှိမထားသော်လည်း မင်မင်ထည့်ဝင်ခြင်းနှင့် ရောစပ်ပေးသည့် ပရင်တာတွင် ချန်ထားခဲ့သည် ။ဤနည်းဖြင့် မင်အတွင်းရှိ ရောင်ခြယ်ပစ္စည်း ဟန်ချက်ပျက်သွားသည်။ရေအခြေခံ သာမာန်မင် သို့မဟုတ် UV မှင်များအတွက်၊ မှင်အတွင်းရှိ ရေသည် ဖျော်ရည်မှင်တွင် ပါ၀င်သော ဖျော်ရည်ကဲ့သို့ တူညီသောနည်းဖြင့် ရေထည့်ခြင်းဖြင့် မှင်ခြောက်ကို ပါးလွှာစေပြီး မှင်အရောင်ကို ထိခိုက်စေပြီးနောက် သိပ်သည်းဆကို လျှော့ချပေးသည်။ အရောင်၏။ထိုကဲ့သို့သောပြဿနာများ၏အကြောင်းရင်းများကိုနောက်ထပ်ခြေရာခံနိုင်ပါတယ်။
မှင်ဂိုဒေါင်တွင် မှင်နှင့်ကိုက်ညီသော မှင်လုပ်သားများသည် အလေးချိန်စက်များကို မသုံးကြဘဲ မှန်ကန်သော ပမာဏထည့်ရန် ၎င်းတို့၏ ကိုယ်ပိုင်ဆုံးဖြတ်ချက်ကို အားကိုးပြီး ရောစပ်ခြင်း၏အစတွင် မသင့်လျော်ပါ သို့မဟုတ် မှင်ရောစပ်သည့်ပမာဏကို ပုံနှိပ်ခြင်းတွင်၊ ထို့ကြောင့်၊ ရောစပ်ထားသော မှင်များသည် မတူညီသောအရောင်များကို ထုတ်ပေးမည် ဖြစ်သည်။တိုက်ရိုက်အပိုင်းကို နောက်ပိုင်းတွင် ထပ်မံရိုက်နှိပ်သောအခါ၊ အခြေအနေ ပိုဆိုးလာပြီး လုံလောက်သော မှင်အချိုးများကို မှတ်တမ်းတင်မထားပါက အရောင်တစ်မျိုးကို ပြန်ထုတ်ရန် မဖြစ်နိုင်ပေ။
02 မျက်နှာပြင်ရွေးချယ်မှု
ဝါယာကြိုးကွက်အချင်းနှင့် ယက်လုပ်နည်း၊ အမည်ရ ရိုးရိုး သို့မဟုတ် တွီ၊ ပုံနှိပ်မှင်ဖလင်အထူသည် ကြီးမားသော အကျိုးသက်ရောက်မှုရှိသည်။စခရင် ပေးသွင်းသူများသည် အသေးစိတ်နည်းပညာဆိုင်ရာ အချက်အလက်စခရင်ကို ပေးဆောင်မည်ဖြစ်ပြီး၊ အရေးကြီးဆုံး သီအိုရီဆိုင်ရာ မင်ထုထည်တစ်ခုဖြစ်ပြီး ၎င်းသည် ယေဘုယျအားဖြင့် CM3 /m2 ဖြင့် ဖော်ပြသော အချို့သောပုံနှိပ်အခြေအနေအောက်တွင် မင်ကွက်မှတဆင့် မင်ပမာဏကို ကိုယ်စားပြုသည်။ဥပမာအားဖြင့်၊ 150 mesh/cm မျက်နှာပြင်သည် mesh အချင်း 31μm ရှိသော မှင်၏ 11cm3/m2 ကိုဖြတ်သွားမည်ဖြစ်သည်။မျက်နှာပြင်အချင်း 34μm၊ 150 mesh မျက်နှာပြင်တစ်ခု၊ တစ်စတုရန်းမီတာလျှင် မှင်၏ 6cm3 ကိုဖြတ်သွားမည်ဖြစ်ပြီး 11 နှင့် 6μm ထူသော စိုစွတ်သောမင်အလွှာနှင့် ညီမျှသည်။150 mesh ဤရိုးရှင်းသောကိုယ်စားပြုမှုသည် သင့်အား သိသိသာသာကွဲပြားသော မှင်အလွှာအထူကိုရရှိစေမည်ဖြစ်ပြီး ရလဒ်သည် အရောင်အသွေးများစွာကွာခြားမှုကို ဖြစ်စေသည် ကိုတွေ့မြင်နိုင်ပါသည်။
ဖန်သားပြင်ယက်နည်းပညာကို မြှင့်တင်ခြင်းဖြင့် ရိုးရိုးစခရင်ထက် တစ်ခါတစ်ရံတွင် ဖြစ်နိုင်ချေရှိသော်လည်း ဖြစ်နိုင်ခြေမှာ အလွန်နည်းပါးပါသည်။တစ်ခါတစ်ရံတွင် စခရင်ပေးသွင်းသူများသည် တွီစခရင်အဟောင်းအချို့ကို သိမ်းဆည်းထားလေ့ရှိပြီး ယေဘုယျအားဖြင့် ပြောရလျှင် ဤဖန်သားပြင်များ၏ သီအိုရီအရင်ပမာဏသည် 10% ပြောင်းလဲမှုရှိသည်။အကယ်၍ သင်သည် ရုပ်ပုံအဆင့်မြှင့်တင်ခြင်းအတွက် တွီယက်စခရင်ကို အသုံးပြုပါက၊ လိုင်းရိုးကျိုးခြင်းဖြစ်စဉ်သည် ရိုးရိုးစခရင်ကို အသုံးပြုခြင်းထက် ပိုမိုများပြားသည်။
03 မျက်နှာပြင်Vဗားရှင်းTခံစားချက်
စခရင်၏အောက်ပိုင်းတင်းအားသည် ပုံနှိပ်မျက်နှာပြင်မှ စခရင်ကို နှေးကွေးစွာ ခွဲထုတ်နိုင်သည်၊ ၎င်းသည် စခရင်ပေါ်တွင်ရှိနေသော မှင်နှင့် အရောင်မညီညာသည့်အကျိုးသက်ရောက်မှုကို ထိခိုက်စေသည်၊ သို့မှသာ အရောင်ပြောင်းသွားမည်ဖြစ်သည်။ဤပြဿနာကိုဖြေရှင်းရန်၊ မျက်နှာပြင်အကွာအဝေးကို တိုးမြှင့်ရန်လိုအပ်သည်၊ ဆိုလိုသည်မှာ၊ အလျားလိုက်စခရင်ပြားနှင့် ပုံနှိပ်ပစ္စည်းကြားအကွာအဝေးကို တိုးမြှင့်ရန် လိုအပ်သည်။အသားတင်အကွာအဝေးကို တိုးမြှင့်ခြင်းဆိုသည်မှာ စခရင်မှတဆင့် မင်ပမာဏကို သက်ရောက်စေမည့် ခြစ်ရာ၏ ဖိအားကို တိုးလာစေပြီး အရောင်ပြောင်းလဲမှုများကို ဖြစ်ပေါ်စေသည်။
04 ဆက်တင်၎ငရုပ်ကောင်း

ခြစ်ရာကို အသုံးပြုထားလေလေ မှင်များ ဖန်သားပြင်ကို ကျော်သွားလေလေဖြစ်သည်။ခြစ်ရာပေါ်ရှိ ဖိအားပိုကြီးလေ၊ ပုံနှိပ်ခြင်းတွင်၊ ခြစ်ရာ ဓားပြားဝတ်ဆင်မှု ပိုမိုမြန်ဆန်လာမည်ဖြစ်ပြီး၊ ၎င်းသည် ခြစ်ရာနှင့် ပရင့်အဆက်အသွယ်အမှတ်ကို ပြောင်းလဲစေကာ စခရင်မှတဆင့် မင်ပမာဏကိုလည်း ပြောင်းလဲစေကာ အရောင်ပြောင်းလဲမှုများ ဖြစ်ပေါ်စေမည်ဖြစ်သည်။မှင်ခြစ်ခြင်း၏ထောင့်ကိုပြောင်းလဲခြင်းသည် မင်တွယ်တာမှုပမာဏကိုလည်း ထိခိုက်စေပါသည်။ခြစ်စက်သည် အလွန်လျင်မြန်စွာ လည်ပတ်နေပါက၊ ၎င်းသည် တွဲနေသော မှင်အလွှာ၏ အထူကို လျော့ကျစေမည်ဖြစ်သည်။
05 Back to theInk KnifeSညှိခြင်း။
မှင်ဓား၏လုပ်ဆောင်ချက်မှာ ဖန်သားပြင်အပေါက်ကို မှင်ပမာဏတည်ငြိမ်စွာ ပြည့်စေရန်ဖြစ်သည်။ဖိအားကို ချိန်ညှိခြင်း၊ မှင်ဓား၏ ထောင့်နှင့် ချွန်ထက်မှုသည် ပိုက်ကွန်အပေါက်ကို မှင်အလွန်အကျွံ သို့မဟုတ် အလွန်နည်းစေသည်။နောက်ကျောမှင်ဓား၏ဖိအားသည် ကြီးလွန်းသဖြင့် မင်ကွက်ကို ဖြတ်၍ မင်တွယ်မှု အလွန်အကျွံ ဖြစ်ပေါ်စေသည်။Inking ဓားဖိအားမလုံလောက်ပါက mesh သည် တစ်စိတ်တစ်ပိုင်းဖြည့်ထားသော မှင်များကိုသာ ဖြစ်စေပြီး မှင်တွယ်တာမလုံလောက်မှုကို ဖြစ်စေသည်။မှင်ဓား၏ ပြေးနှုန်းသည် အလွန်အရေးကြီးပါသည်။အလွန်နှေးကွေးလျှင် မှင်များ ပြည့်လျှံနေမည်။၎င်းသည် အလွန်လျင်မြန်စွာ လည်ပတ်ပါက၊ ၎င်းသည် ခြစ်ရာ၏ အမြန်နှုန်းကို ပြောင်းလဲခြင်း၏ အကျိုးသက်ရောက်မှုနှင့် ပြင်းထန်သော မှင်ချို့တဲ့မှုကို ဖြစ်စေသည်။
၀၆ စက် Sညှိခြင်း။
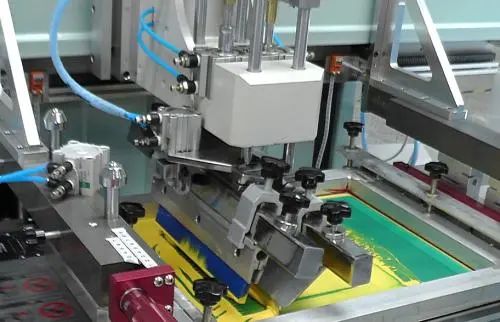
ဂရုတစိုက် ထိန်းကျောင်းခြင်းသည် အရေးကြီးဆုံးအချက်ဖြစ်သည်။စက်၏တည်ငြိမ်ပြီး တသမတ်တည်း ချိန်ညှိခြင်းသည် တည်ငြိမ်ပြီး တသမတ်တည်းအရောင်ကို ဆိုလိုသည်။စက်၏ ချိန်ညှိမှုမှာ ပြောင်းလဲနိုင်လျှင် အရောင်သည် ထိန်းချုပ်မှု မရှိတော့ပါ။ပရင်တာသည် ပြောင်းလဲသည့်အခါ သို့မဟုတ် နောက်ပိုင်းတွင် ပုံနှိပ်စက်သည် ၎င်း၏ကိုယ်ပိုင်အလေ့အထများနှင့်ကိုက်ညီစေရန် စာနယ်ဇင်းရှိ ဆက်တင်များကို ပြောင်းလဲသောအခါတွင် ဤပြဿနာသည် များသောအားဖြင့် ဖြစ်ပေါ်တတ်ပါသည်။နောက်ဆုံးပေါ် အရောင်စုံ ဖန်သားပြင်ကို နှိပ်ခြင်းသည် အလိုအလျောက် ကွန်ပျူတာ ထိန်းချုပ်မှုဖြင့် ဤဖြစ်နိုင်ချေကို ဖယ်ရှားပေးသည်။ဤတည်ငြိမ်ပြီး တသမတ်တည်း ပြုပြင်ပြောင်းလဲမှုများကို စာနယ်ဇင်းများတွင် ပြုလုပ်ရမည်ဖြစ်ပြီး ပုံနှိပ်ခြင်းလုပ်ငန်းတစ်လျှောက်လုံး ထိန်းသိမ်းထားရမည်ဖြစ်သည်။
၀၇ ပုံနှိပ်ခြင်း။ Mပစ္စည်းများ
ဖန်သားပြင်ပုံနှိပ်လုပ်ငန်း၏ မကြာခဏ သတိမမူမိသော ရှုထောင့်မှာ ပုံနှိပ်ရမည့် အလွှာပစ္စည်း၏ ညီညွတ်မှုဖြစ်သည်။ပုံနှိပ်ရာတွင် အသုံးပြုသော စက္ကူ၊ ကတ်ထူပြားနှင့် ပလပ်စတစ်များကို ယေဘုယျအားဖြင့် အသုတ်လိုက် ထုတ်လုပ်သည်။အရည်အသွေးမြင့် ပေးသွင်းသူတစ်ဦးသည် ပံ့ပိုးပေးထားသော ပစ္စည်းတစ်ခုလုံးအတွက် မျက်နှာပြင်ချောမွေ့မှုကို အာမခံနိုင်သော်လည်း ၎င်းသည် အမြဲတမ်းမဟုတ်ပါ၊ လုပ်ငန်းစဉ်တွင် သေးငယ်သောပြောင်းလဲမှုသည် အဆိုပါပစ္စည်းများ၏ အရောင်နှင့် မျက်နှာပြင်ကို ပြောင်းလဲနိုင်သည်။ထိုသို့ဖြစ်လာသည်နှင့် ပုံနှိပ်ခြင်းလုပ်ငန်းစဉ်တွင် အမှန်တကယ်ဘာမှမပြောင်းလဲသော်လည်း ပုံနှိပ်ခြင်း၏အရောင်သည် ပြောင်းလဲသွားပါသည်။

ပရင်တာများသည် ပုံတစ်ပုံတစ်ပုံကို ပုံတစ်ပုံတည်းဖြင့် ကြော်ငြာသည့်အခါတွင် ထုပ်ပိုးထားသော ပလတ်စတစ်မှသည် အနုစားအနုပညာဘုတ်ပြားအထိ အမျိုးမျိုးသော ပစ္စည်းများတွင် ကြော်ငြာရာတွင် ကြုံတွေ့ရသည့် လက်တွေ့အခက်အခဲများဖြစ်သည်။ကျွန်ုပ်တို့ မကြာခဏ ကြုံတွေ့ရသည့် နောက်ပြဿနာတစ်ခုမှာ၊ ကျွန်ုပ်တို့သည် လုပ်ငန်းစဉ်ထိန်းချုပ်မှုကို ဂရုမစိုက်ပါက၊ ကျွန်ုပ်တို့တွင် offset printing ပုံများကို လိုက်လျောညီထွေဖြစ်စေရန် ကျွန်ုပ်တို့၏ စခရင်ပုံနှိပ်ခြင်းမှာ အခွင့်အရေးမရှိပါ။ဂရုတစိုက်ထိန်းချုပ်မှုလုပ်ငန်းစဉ်တွင် တိကျသောအရောင်သတ်မှတ်ခြင်း၊ spectrophotometer ဖြင့်မျဉ်းအရောင်သတ်မှတ်ခြင်းနှင့် densitometer ဖြင့်အဓိကအရောင်သတ်မှတ်ခြင်းတို့ပါဝင်သည်၊ သို့မှသာ ပစ္စည်းအမျိုးမျိုးတွင် တည်ငြိမ်ပြီး တသမတ်တည်းရှိသောအရောင်များဖြင့် ပုံများကို print ထုတ်နိုင်မည်ဖြစ်သည်။
08 Light၎ငါတို့

မတူညီသော အလင်းရင်းမြစ်များအောက်တွင် အရောင်များ ကွဲပြားနေပုံရပြီး လူ့မျက်လုံးသည် ဤပြောင်းလဲမှုများအတွက် အလွန်အကဲဆတ်သည်။ပုံနှိပ်ခြင်းလုပ်ငန်းတစ်လျှောက်လုံး မင်ရောစပ်ရာတွင်အသုံးပြုသည့် ရောင်ခြယ်အရောင်သည် ပုံနှိပ်ခြင်းလုပ်ငန်းတစ်လျှောက်လုံး အတိအကျတူညီကြောင်း သေချာစေခြင်းဖြင့် ဤအကျိုးသက်ရောက်မှုကို လျှော့ချနိုင်ပါသည်။ပေးသွင်းသူများသို့ ပြောင်းပါက ဘေးဥပဒ်ဖြစ်နိုင်သည်။အရောင်သတ်မှတ်ခြင်းနှင့် ခံယူချက်သည် အလွန်ရှုပ်ထွေးသော ဧရိယာဖြစ်ပြီး အကောင်းဆုံးထိန်းချုပ်ရန်အတွက် ပုံနှိပ်ခြင်းလုပ်ငန်းစဉ်အတွင်း မင်ထုတ်လုပ်သူ၏ အပိတ်အဝိုင်းတစ်ခု၊ ဖြန့်ဝေခြင်း၊ သက်သေပြခြင်းနှင့် တိကျသောဆုံးဖြတ်ခြင်းတို့ကို လုပ်ဆောင်ရပါမည်။
09 Dry
တခါတရံ လေမှုတ်စက်၏ မသင့်လျော်သော ချိန်ညှိမှုကြောင့် အရောင်ပြောင်းတတ်သည်။ပုံနှိပ်စက္ကူ သို့မဟုတ် ကတ်ထူပြား၊ အခြောက်ခံသည့် အပူချိန် အလွန်မြင့်မားပါက ယေဘုယျ အခြေအနေမှာ အဖြူရောင် အဝါရောင်ဖြစ်သည်။ဖန်နှင့် ကြွေထည်လုပ်ငန်းသည် အခြောက်ခံခြင်း သို့မဟုတ် မုန့်ဖုတ်စဉ်အတွင်း အရောင်ပြောင်းလဲမှုကြောင့် အခက်ဆုံးဖြစ်သည်။ဤနေရာတွင် အသုံးပြုသော ဆိုးဆေးများသည် ပုံနှိပ်မှ မီးရှို့ခြင်းသို့ ပြောင်းလဲသွားသည်။အဆိုပါ sinters များ၏အရောင်သည် မုန့်ဖုတ်အပူချိန်ကြောင့်သာမက ဓာတ်တိုးခြင်း သို့မဟုတ် မုန့်ဖုတ်ဧရိယာရှိ လေအရည်အသွေးကျဆင်းခြင်းတို့ကြောင့်လည်း ထိခိုက်ပါသည်။
စာတိုက်အချိန်- Jan-18-2022